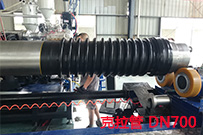
钢带波纹管的热熔挤出焊接连接
1、钢带波纹管热熔挤出焊接的方法
热熔挤出焊接,先将管材被连接两端加热,再通过挤出焊枪将PE焊条加热熔融挤出,经外力作用迫使接缝两端的PE材料相互粘合,将管材连接为一体,从而达到焊接的效果。这种把聚乙烯材料熔融成整体的连接方法,属刚性连接。
钢带波纹管热熔挤出焊接连接
2、钢带波纹管热熔挤出焊接的施工要点
1)在焊接前先将待焊接管材两端面是修平整,使待焊面控制在管材波谷居中位置,两被焊管材调整到同一轴线,接口处需留1-3mm间隙,以便于焊接(但最大缝隙一般不超过5mm)。焊接区域必须保证清洁、干燥。可以对焊接区域内、外表面进行打磨处理,除掉氧化表层。
2) 焊接钢带波纹管所用的焊条要求与生产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,选断面为圆形、焊条粗细一致并符合所选用焊枪焊接性能要求的,且洁净、干燥、无任何污渍。
3)必须强调要使用带热风装置的良好挤出焊机。以保障挤出的熔融聚乙烯能够与钢带波纹管管材融为一体。所有焊接断面必须饱满,不能有漏焊和断口。
4)对钢带波纹管管径大于800mm的管材,一般应进行内外双面焊接。
5)若只在一侧焊接,应采取加堵塞等方法防止水进入波形钢肋的空腔,避免腐蚀钢肋。
6)根据环境温度等条件设定熔料和热风温度,对熔料保持一定的焊接压力,有相应缓慢的冷却时间。
钢带波纹管热熔挤出焊接的施工问题请咨询公司热线解决。
» 文章版权:四川川流塑管科技有限公司
» 关键词:钢带波纹管热熔挤出焊接连接
本文链接地址:http://scclsg.com/news-faq-787.html » 转载请注明出处,谢谢。